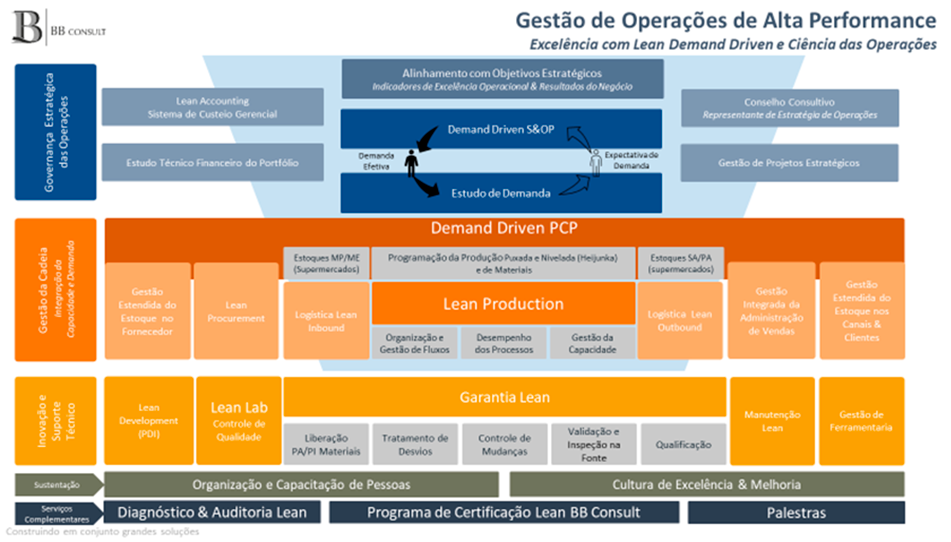
GESTÃO DE OPERAÇÕES DE ALTA PERFORMANCE
Na Consultoria em Gestão de Operações de Alta Performance, atuamos em:
- Atividades do núcleo das operações industriais (PCP& Estoques, Produção, etc.);
- Ao longo da cadeia estendida da produção (funções relacionadas ao Supply Chain);
- Nas áreas de inovação (P&D) e suporte técnico (Qualidade, Manutenção e Ferramentaria);
- Nas atividades de sustentação (desenvolvimento de pessoas e cultura de melhoria)
- Na governança estratégica das operações;
- E ainda oferece um diferenciado programa de certificação Lean corporativo, diagnósticos de gestão operacional, auditorias Lean e palestras.
CONSULTORIA PARA TRANSFORMAÇÃO DO NÚCLEO DAS OPERAÇÕES
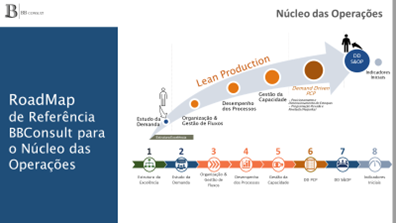
A indústria, ao iniciar sua jornada para a Gestão de Operações de Alta Performance, com metodologia Lean Demand Driven e Ciência das Operações, normalmente, estabelece como foco inicial do projeto o núcleo das operações industriais, que inclui:
1. Estrutura de Excelência da empresa para condução do trabalho em conjunto com a consultoria e as áreas funcionais
Sua Empresa possui equipe dedicada ao desenvolvimento de melhorias? Conheça a importância da atuação desse staff. +
Estrutura de Excelência
A estruturação de um staff de suporte (normalmente denominada de área ou escritório de ‘Excelência Operacional´, ‘Melhoria Contínua’, ´Suporte Lean´ ou ainda ‘Melhoria de Processos’) é necessária para implementação e sustentação da transformação, tanto para institucionalização das ferramentas para estabilidade quanto para as melhorias constantes.
O staff de excelência pode dar suporte a todas as áreas industriais e até para as demais áreas organizacionais, quando há expansão da mentalidade e práticas de Excelência para toda a empresa.
‘Continuidade’ e ‘mudança’ em qualquer ambiente operacional, normalmente, necessitam de equipes que se complementam. Não apenas por serem exigidos compromissos diferentes (um com a estabilidade e o outro com a mudança), mas pelo conjunto distinto de habilidades requeridas.
A importância da atuação do staff
Um papel importante dessa área de staff é funcionar como repositório de conhecimento do sistema de Excelência em desenvolvimento e como facilitadora para implementação das práticas nas áreas funcionais e nos fluxos de processos multifuncionais.
A criação dessa equipe com pessoas qualificadas e dedicadas é imprescindível para o desenvolvimento da Excelência Operacional na Indústria, principalmente quando há consultores externos orientando a jornada para Excelência, pois essa equipe é o principal time para transferência do conhecimento.
Cabe ressaltar que equipes com dedicação parcial não funcionam bem, pois, sabe-se que as obrigações urgentes do dia a dia sempre vencem as tarefas para construção de algo novo.
O líder da área e os demais colaboradores devem ser pessoas que possuem credibilidade junto a todas as áreas da indústria, pois deverão transitar, mobilizar e motivar pessoas na transformação dos sistemas de trabalho.
Ter as melhores pessoas nesse staff é ganho, e não perda. Assim, não se deve cometer o erro de ‘preencher’ as vagas com pessoas que estavam para ser desligadas ou que estão mais disponíveis por serem menos competentes.
A área de Excelência Operacional necessita estar ligada à alta gestão das operações industriais, pois, além de manter contato com os consultores externos envolvidos, há a necessidade de estabelecer de forma imparcial quais áreas operacionais serão prioritárias para atuação.
Como atuamos
Possuímos metodologia e experiência no dimensionamento, definição do conteúdo do trabalho, treinamento e acompanhamento do desempenho em campo da equipe de Excelência Operacional de acordo com o estágio, tamanho e objetivos estratégicos operacionais da empresa.
2. Estudo da Demanda que orienta todos os trabalhos
Você tem consciência que o sucesso de sua empresa industrial depende em grande parte de como você gerencia o alinhamento rentável entre Demanda, Capacidade e Estoques? Entenda por que a demanda é o ponto de partida para o caminho do sucesso. +
Estudo de Demanda
Sabemos que produtos diferentes podem possuir comportamentos e expectativas diversos de demanda em termos de volume e variação.
Assim, as análises decorrentes da demanda irão orientar as estratégias de uso dos recursos e capacidades, assim como auxiliar no posicionamento e dimensionamento de estoques.
O estudo de demanda sobre um período representativo deve, primeiramente, utilizar meios para separar questões eventuais e erros de dados para condução adequada do estudo.
Também deve haver uma abordagem combinada de análise quantitativa e qualitativa sobre possíveis variações autoinduzidas, criadas por necessidades e incentivos comerciais imediatistas que empurram produtos para a cadeia e não geram demanda efetiva, seja para cumprimento de metas imediatas ou para ‘desovar’ produtos com vencimento curto.
Da mesma forma que há estudos para demanda dos produtos acabados, é essencial que sejam feitas as análises de semiacabados (SA ou também conhecidos como ‘partes ou componentes’), para identificar aqueles que sejam mais ou menos comuns aos diferentes produtos acabados e podem justificar certos estoques de SA estrategicamente posicionados.
As técnicas para análises são selecionadas de acordo com a natureza e disponibilidade dos dados, dando preferência às de maior objetividade e facilidade de manuseio que permitam qualidade de conclusões. Diferentes categorias de classificação de produtos podem ser criadas simultaneamente.
O estudo da demanda pode ser incorporado como uma rotina para auxílio na atualização do forecast ou para uma avaliação crítica deste, dependendo da realidade organizacional de cada empresa.
Como atuamos
Utilizamos recursos combinados para análise agrupadas dos produtos, como Pareto (Volume ou volume x valor), Peneira de GLenday, entre outras. Nos dados individuais dos produtos são utilizados limites de controle estatísticos para seleção de dados e Estoqueogramas que apresentam demanda e produção combinados, com perspectivas de tendências para decisões em conjunto.
3. Lean Production: Organização e Gestão de Fluxos
Sua empresa sabe como disponibilizar mais rápido os produtos acabados (PA)? Reduzir estoques em processo (WIP = Work in Process)? Ter menor necessidade de estoques de PA? Identificar mais rápido problemas e pontos para alavancagem dos resultados produtivos? Manter o ritmo de produção adequado diariamente? Entenda a importância da Organização e Gestão de Fluxos. +
Organização e Gestão de Fluxos
A questão principal para uma produção Lean está relacionada ao quanto o seu sistema produtivo está voltado para fluxos de produtos ou famílias de produtos, organizados de forma a se aproximarem de um fluxo contínuo (one piece flow or small batches), com processos conectados, controlados e com gestão visual, que geram um mínimo de WIP e menor Lead Time industrial possível.
Um Fluxo de transformação de materiais deve ser entendido como uma sequência de processos e pontos de estocagem na qual os materiais passam desde a Matéria Prima (MP) até a disponibilização do Produto Acabado (PA) por meio de rotas estabelecidas.
A análise combinada de Demanda, Tecnologia dos produtos e Desempenho dos Recursos Produtivos (processos) vai possibilitar a organização em fluxos produtivos de valor com agrupamento em famílias de produtos dedicadas a cada fluxo. Isto normalmente ocorre de forma gradual (via Kaizens de fluxos) devido às limitações iniciais de recursos, falta de estabilização dos processos e até falha na acuracidade das informações de desempenho. O importante é iniciar já, estabelecendo uma visão e organização para fluxos mesmo que parcial, pois ganhos imediatos surgem e depois aumentam com a evolução e melhoria da organização dos fluxos.
Com os fluxos de materiais são analisados os fluxos de informação para a programação de produção e fluxos de tempo (lead time industrial).
A definição de fluxos para os produtos estabelecem Rotas repetitivas que vão permitindo domínio dos processos de transformação de cada produto pelos operadores e staff, obtendo-se cada vez mais a estabilização dos processos.
Mapa de Fluxo de Valor
O principal recurso metodológico utilizado para avaliação e organização do fluxo é o MFV (Mapa de Fluxo de Valor). O ‘MFV atual’ requer conhecimentos para observação das oportunidades, principalmente quanto há recursos compartilhados por diversos produtos. O ‘MFV futuro’ vai requerer não só entendimento das ciências das operações, em especial, conceitos das teorias das filas e das restrições, como das estratégias de conexão (kanban CONWIP, Movimentadores, FIFOS no chão de fábrica etc.) e de posicionamento de estoques de SA.
O MFV deve ser entendido muito mais do que uma ferramenta, é efetivamente uma metodologia que envolve trabalho de grupo, comunicação visual para entendimento dos problemas de organização e promove soluções para melhor gerenciamento dos materiais, processos, informações e pessoas na geração de valor para os clientes e o negócio.
Acima de tudo é um recurso para criação da visão de fluxo nas pessoas-chave da organização e para o desenvolvimento do pensamento sistêmico, que permite evoluir de uma perspectiva micro para um nível mais macro, com identificação de verdadeiros pontos de alavancagem de resultados para o negócio.
Transformadores do negócio
Empresas com grande tradição e valorização na departamentalização da hierarquia e indicadores precisam de grande suporte para estabelecimento de uma organização com pessoas compromissadas com fluxos, que possuem uma natureza interdepartamental. As pessoas, ao adotarem a visão de fluxo, transformam positivamente qualquer negócio, mas, normalmente, no início, há muita resistência em sair dos silos departamentais que são fonte tradicional de conforto e poder.
Eficiência de fluxos
A entrega adequada, rápida e eficiente de produtos é resultado da eficiência de fluxos e não de eficiências de processos departamentais, sendo que essas, quando maximizadas isoladamente, não geram melhor resultado na criação de valor final para o cliente e o negócio. Na realidade, o foco na eficiência de postos de trabalho ou processos contribuem para o aumento ou perpetuação de determinadas perdas e conflitos.
Na fábrica, o MFV é utilizado com o estudo de demanda, agrupamento tecnológico de produtos e dados de desempenho dos processos e ainda: para uma abordagem mais aprofundada, inclui análise conjunta de estruturas da liderança e staff técnico, qualificação das pessoas, informações técnicas dos equipamentos, disponibilidade de ferramentais, layout/diagramas de espaguete, etc., para que haja o desenvolvimento de propostas de melhorias, que gerem verdadeiros fluxos de valor e eliminem desperdícios diversos: transportes desnecessários, produção em excesso, estoques inadequados, movimentos desorganizados e perdas em geral.
Muitas oportunidades para melhoria dos fluxos podem surgir. Por isso, a evolução ocorre gradualmente por meio de kaizens e projetos com responsabilidades claras e times multifuncionais, quando necessários.
Estabelecidos os fluxos, mesmo que iniciais, os mesmos devem ser gerenciados adequadamente com ritmo e nivelamento do mix da produção relacionados a cada família de produtos (uso do Quadro Heijunka), orientados por uma programação puxada.
As lideranças da área industrial devem estar focadas na análise gerencial diária da entrada dos fluxos e das filas ao longo dos mesmos e entender a saída como um resultado consequente dessa ação gerencial conjunta sobre o fluxo.
Como atuamos
Implementamos a organização e gestão de fluxo em empresas que possuem desde aproximadamente 100 Skus até aquelas com mais de 3.000 Skus, obtendo resultados de aumento e estabilização do ritmo diário de produção, redução de lead time e WIP, menor quantidade necessária de estoques de PA e identificação de pontos de alavancagem precisos para realização da efetiva melhoria dos fluxos e da capacidade.
4. Lean Production: Estabilidade e Melhoria de Processos
Sua empresa mede o desempenho de seus processos produtivos? Há um entendimento da importância da estabilização dos processos? Atua-se nas causas de desestabilização? Existem rotinas para avaliação e gestão do desempenho dos processos? Entenda a importância do desempenho dos processos. +
Desempenho dos Processos
O desempenho do sistema produtivo depende do domínio e gestão do desempenho dos processos e do entendimento de como eles afetam os fluxos produtivos.
Um processo produtivo é uma etapa do fluxo produtivo na qual uma unidade produtiva (recurso ou conjunto de recursos como homem-máquina) recebe entradas e executa uma sequência de atividades operacionais para transformar essas entradas em saídas do processo, com objetivo de agregar valor ao produto final.
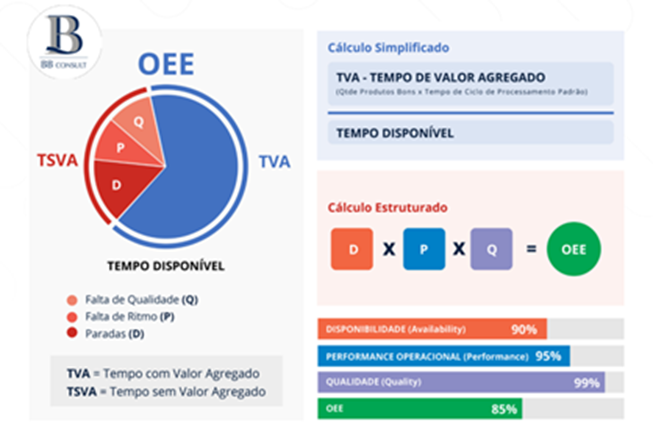
Indicador do desempenho do Processo (OEE)
A estabilização dos processos deve ser a meta inicial para domínio e posterior melhoria do desempenho produtivo. A principal medida de desempenho utilizada é o indicador de OEE (“Overall Equipment Effectiveness” – em português: Efetividade Global do Equipamento) que pode ser utilizado em conjunto com outros indicadores de desempenho tais como rendimento e perdas.
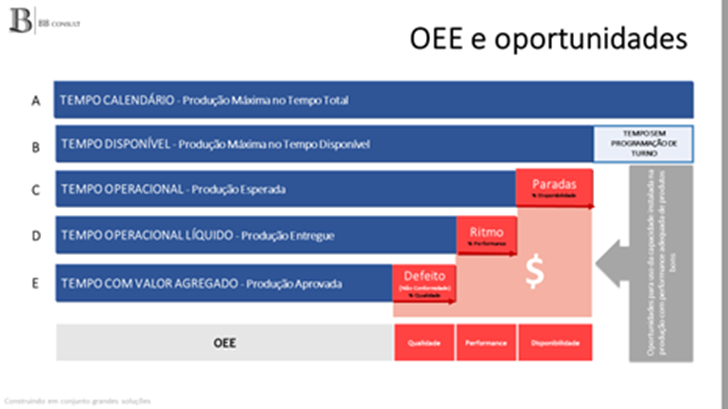
OEE é um indicador que indica, com base no tempo padrão estabelecido para o processamento da unidade ou lote, o quanto do tempo disponível o processo está agregando valor (TVA= tempo de valor agregado). O seu uso ajuda os gestores a monitorar, avaliar e melhorar o uso da capacidade instalada, pois indica não apenas o quanto foi efetivo na utilização do tempo disponível, mas as principais fontes consumidoras de tempo sem valor agregado (quando calculado de forma estruturada).
Os indicadores de OEE se originaram da proposta de TPM (Total Productive Maintenance) que envolve ações para garantia de melhor desempenho das máquinas e aumento de longevidade destas. Apesar de sua origem estar associada à Engenharia de Manutenção, é bom esclarecer que os principais gestores dos indicadores de OEE devem ser os gestores de produção, pois estes indicadores estão relacionados à capacidade produtiva e os motivos de perdas que afetam o desempenho dos equipamentos.
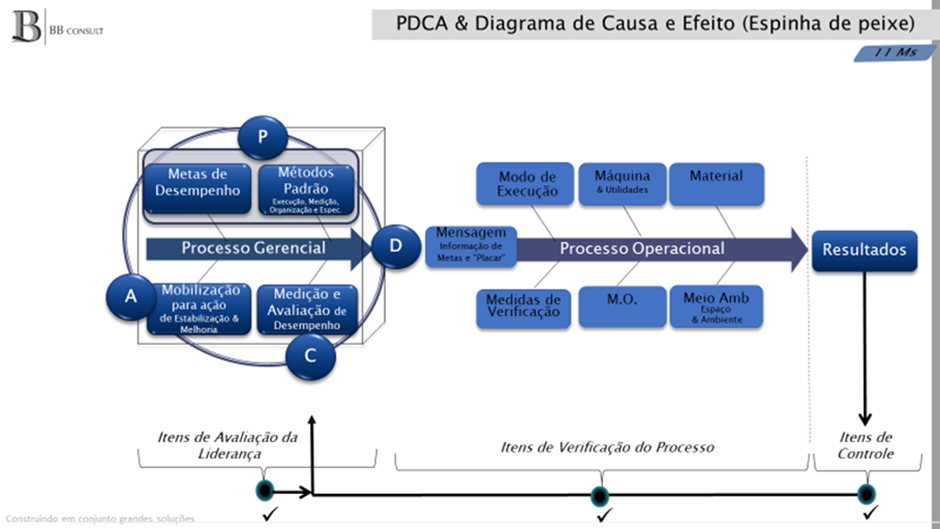
PDCA e Fatores que afetam o “D”
A execução (D do PDCA) de um processo pode ser analisada por uma combinação de fatores produtivos que são causas de estabilização ou desperdícios, tais como: Mensagem disponível na unidade produtiva (gestão visual das metas e do feedback do desempenho), o Método Executado efetivamente no chão de fábrica, as condições de Máquinas incluindo utilidades, as características dos Materiais utilizados, as Medidas de variáveis de verificação do processo (especificações de ferramentais, características de subprodutos ao longo do processo, regulagens, ruídos, cheiros etc.), a qualificação da Mao de Obra (M.O.) e o Meio Ambiente, em especial a organização do trabalho e condições existentes de temperatura e pressão. Fatores esses que exigem planejamento de metas e métodos padrões que estabelecem os resultados de desempenho a serem medidos e avaliados para posterior mobilização para ação.
Gestão dos fatores principais que afetam o desempenho dos processos:
Mensagem: implementa-se de imediato a medição do OEE de forma adequada a uma gestão da capacidade ou revisa-se quando há existência da mesma. Pode-se utilizar desde sistemas manuais até automatizados com sistemas de informação digital que foram desenvolvidos por parceiros com nossa orientação tecnológica. Busca-se estabelecer a gestão visual do status e evolução do desempenho e das principais causas que o afetam.
Modo de Execução: são estabelecidas auditorias lean periódicas que incluem avaliação do cumprimento de padrões de processo, inspeções/verificações e setup.
Máquinas e Utilidades: são aprimorados ou criados programas de manutenção preventiva e manutenção autônoma.
Materiais: em conjunto com qualidade e P&D as especificações e verificações no recebimento e na entrada do processo são reavaliadas se estão adequadas à garantia da manufaturabilidade eficiente.
Medidas de Verificação: são desenvolvidos em conjunto com qualidade, P&D e manutenção análises de pontos críticos via mapeamento de microprocessos e outras ferramentas para definição de pontos de verificações em certos elementos considerados críticos e causadores de desvios de qualidade ou falhas de equipamentos.
M.O.: Elabora-se o Mapa de Habilidades para orientar programas de qualificação rápida (fast trainning) e de desenvolvimento de carreira para operadores em conjunto com as áreas de RH, produção, qualidade e engenharia de manutenção.
Meio Ambiente: São estabelecidos padrões organizacionais para o ambiente de trabalho que podem ser gerenciados via programa de 5Ss.
O 5S é um programa de gestão para melhorar os ambientes de trabalho de uma empresa, via seleção e organização dos recursos na área, limpeza e padronização. Foi criado no Japão e proporciona na prática um ambiente de trabalho mais produtivo, seguro e motivador para seus colaboradores. Os 5 “S” representam:
- Senso de Utilização: Remova o que não é preciso e mantenha o que é preciso no seu processo
- Senso de Organização: Organize itens essenciais em ordem para facilitar o seu acesso
- Senso de Limpeza: Mantenha as coisas limpas e em ordem
- Senso de Padronização: Estabeleça e siga padrões
- Senso de Disciplina: Torne o 5S um hábito, faça-o perpetuar
Metas de Desempenho: as metas devem ser estabelecidas de forma alinhada com a demanda e eliminação de desperdícios. Deve-se entender que OEE Realizado não precisa ser, em média ao longo de um período, maior que o OEE Necessário definido pela demanda planejada no processo, principalmente nos equipamentos que não são gargalos. São explorados conceitos mais adequados para metas de melhoria como o OEE efetivo, eficiência de setup, eficiência da manutenção, desvios de qualidade e retrabalhos
Métodos Padrões: Uma das bases principais da estabilização está no desenvolvimento de padrões de trabalho. Elaborar padrões de tempos e métodos fáceis de compreender e aplicar é fundamental. São estabelecidos padrões operacionais de processo, de setup, de limpeza e de movimentação de materiais, além de outros que se façam necessários.
O estudo de tempos (introduzido por Taylor) e o estudo de movimentos (desenvolvido pelo casal Gilbreth) são utilizados em conjunto na indústria para definir a melhor forma de realizar uma atividade e por consequência sua duração. Também conhecidos como Cronoanálise, é um dos recursos para a padronização de performance das atividades estabelecendo bases para o cálculo de indicadores como o OEE.
Dentro da filosofia Lean o objetivo é redução do tamanho de lotes ou campanhas visando maior rapidez e flexibilidade no atendimento da demanda real, para tanto a redução de tempo de setup, para realizar mais setups, é de suma importância. A técnica SMED (“Single Minute Exchange of Die” – em português: Troca de ferramenta em um dígito de minuto) torna possível reduzir o tempo de setup de equipamentos e operações dramaticamente em praticamente todos os casos. Criada por Shigeo Shingo, tem como objetivos:
- Eliminar atividades desnecessárias;
- Simplificar as atividades complexas;
- Externalizar atividades (iniciar setup externo com a máquina em funcionamento).
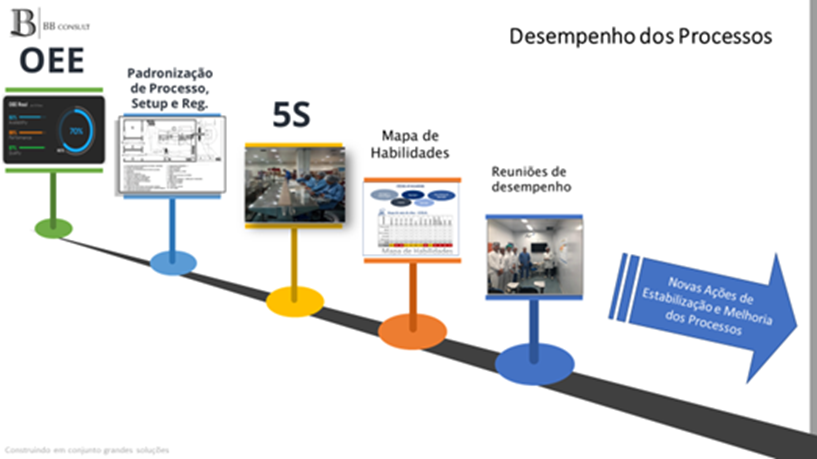
Medição e avaliação de desempenho: Tão importante quanto medir indicadores é a avaliação dos resultados. A BB Consult auxilia na formatação e acompanhamento de reuniões personalizadas para avaliação de desempenho fabril. O objetivo dessas reuniões é padronizar a forma de tratar as oportunidades identificadas no apontamento/indicadores obtidos pelo OEE e traduzir em forma de ações corretivas com responsável, data de início e prazo de conclusão.
Mobilização para ação: diversas formas de mobilização devem ser estruturas tanto para tarefas com um único responsável quanto para equipes multifuncionais via kaizen Express, A3 e Projetos, de acordo com a complexidade do problema/oportunidade.
Como Atuamos
Implementamos um conjunto de ações para estabilização e melhoria dos processos que contribuem para redução de desperdícios e aumento da produtividade tendo como referência o modelo apresentado na figura abaixo.
5. Gestão da Capacidade Produtiva
Sua empresa sabe definir sua capacidade efetiva? São realizados cenários alternativos de carregamento de demandas futuras para avaliação de capacidade e definição de planos de ação? São utilizados adequadamente os conceitos de ‘utilização’ e ‘ocupação’? Entenda a importância da Gestão da Capacidade. +
Gestão da capacidade
Capacidade Produtiva é a quantidade máxima de produtos ou serviços com valor agregado (produtos bons) que podem ser produzidos em uma unidade produtiva durante um dado intervalo de tempo em determinadas condições de desempenho da operação.
O objetivo na gestão da capacidade é saber se o “pé cabe no sapato”, tanto o “pé” da demanda atual quanto da futura. Ou seja, se o que está sendo previsto em termos de demanda pode ser atendido pelo “sapato” da capacidade disponível.
Capacidade Efetiva x Nominal
Sempre que falamos da capacidade disponível devemos diferenciar a capacidade nominal ou teórica da capacidade efetiva, isto porque esta última considera o desempenho real nas condições existentes de operação de materiais, instalações, mão de obra e organização produtiva, que pode ser obtido com base no OEE.
Para definição da capacidade efetiva, devemos estabelecer:
- O Mix de produtos demandado (se muda o mix muda a capacidade efetiva);
- A Rota para cada produto (fluxos de processos);
- Tempos Padrões para cada processamento dos produtos;
- O Desempenho Efetivo de cada processo (OEEe);
- O Tempo Disponível para a jornada de trabalho (turnos e horas extras);
- O grau de Utilização máximo do tempo disponível a ser considerado (jamais considerar 100% por causa da variação – lei de Kingman);
- A identificação dos processos “Gargalo” (aqueles de maior ocupação do tempo disponível utilizável).
Workload
Chama-se de ‘Workload’ o carregamento da demanda nos fluxos de processos para avaliar, com base na ocupação da capacidade disponível, a possibilidade de atendimento da demanda e identificação dos recursos gargalos.
Como Atuamos
Utilizamos metodologia tanto para realizar o Workload inicial quanto para efetuar simulações com alteração de turnos, horas extras, mudanças de rota, melhorias potenciais, investimentos e forecasts alternativos. Estabelecendo, inclusive, com base em estimativas de crescimento, planejamento de carregamento para anos futuros para tomada de decisões de melhorias e investimentos. Além de avaliar se a capacidade efetiva atende a demanda planejada e como ela poderá vir a atender, também é possível dimensionar a necessidade de mão de obra de operadores e demais funções operacionais como movimentadores e setupeiros.
6. Planejamento e Controle da Produção integrada com Estoques, por meio do desenvolvimento do Demand Driven PCP (DD PCP)
As vendas acontecem diferente do estabelecido no forecast e exigem reprogramações constantes? Existe mais de um ponto de programação da produção na fábrica? A Produção faz mais ou menos do que o planejado? Os estoques parecem crescer ou diminuir descontroladamente e descolados das necessidades reais? Há uma consciência de que é necessário novas formas de programação para lidar com as variações e realidades complexas da cadeia produtiva? Entenda a importância do Planejamento e controle da produção integrado com estoques e orientado pela demanda. +
DD PCP (Planejamento e controle da produção integrado com estoques e orientado pela demanda)
O modelo de planejamento determinístico do MRP, desenvolvido e comercializado nos anos 60 e 70, em conjunto com outras premissas que já deviam estar superadas na gestão de operações (como produção em grandes lotes / campanhas para redução do custo unitário ou para atender uma lógica tradicional de ‘lote econômico’), há muito se mostra incapaz de lidar com as variações e incertezas do mercado e a realização de uma gestão de alta performance adotada por concorrentes diferenciados.
Atuais desafios do mercado
Atualmente, o desafio é ainda maior em um mercado bastante dinâmico, que vem sendo associado a uma nova realidade denominada de mundo VUCA – Volatility, Uncertainty, Complexity e Ambiguity (em português: volatilidade, incerteza, complexidade e ambiguidade).
Já em 1982, uma pesquisa realizada pela entidade APICS identificou que 60% das empresas que adquiriram sistemas MRP admitiam ter poucos benefícios com estes. Outros pesquisadores em 1984 concluíram que 90% estavam insatisfeitos com o modelo e mais recentemente, em uma pesquisa com 500 empresas, 95% dos adquirentes de sistemas MRP argumentaram que utilizavam, complementarmente ou totalmente, planilhas de excell no planejamento da produção e de compras de materiais.
As premissas básicas do MRP de que o forecast será realizado como previsto, que as necessidades calculadas de materiais poderiam ser fornecidas sem considerar restrições de lotes de compras e produção, que os leadtimes dos fornecedores e da fábrica não terão variação e ainda que este último não tem relação com o grau de utilização da capacidade tornam o plano resultante da lógica MRP incompatível com a dinâmica da realidade industrial e do mercado. Tanto que, apesar dos esforços realizados no fim do mês e início do mês subsequente para gerar um plano decorrente do sistema MRP, os gestores industriais sabem que o plano gerado nasce ‘natimorto’ e, portanto, os ajustes e revisões nascem concomitantemente com ele e geram para o sistema produtivo mais confusão do que orientação.
Práticas incorretas
Para complicar, tentativas racionais de intervenção sem entendimento da dinâmica das variáveis envolvidas geram ainda mais confusão. Um caso típico é cadastrar os leadtimes com ‘folga’ no sistema MRP, o que gera antecipações desnecessárias. Outra prática comum é realizar compras em excesso para redução dos custos, que também consomem desnecessariamente espaço logístico, capital e geram riscos de perdas e obsolescência. E ainda, a inclusão nesse modelo de estoques de segurança na tentativa de lidar com algumas dessas variações gera, pela lógica do MRP, uma necessidade maior de manter estoques cheios, muitas vezes do que não está sendo vendido na prática, do que atender a demanda em tempo real.
Há ainda um agravante que é o efeito chicote que amplifica consideravelmente as distorções de informações e entrega de materiais ao longo de todas as etapas da cadeia produtiva (etapas internas e externas) quando as demandas e estoques são considerados e planejados de forma interdependentes.
Origem do sistema puxado
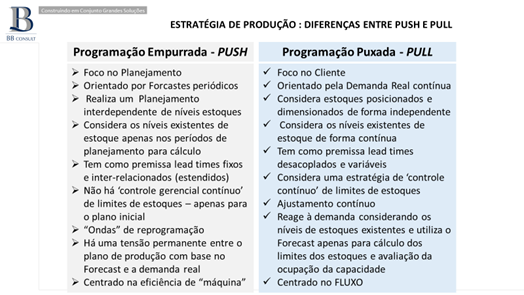
A partir do final da 2ª guerra mundial, a Toyota Motors desenvolveu um sistema alternativo de planejamento de produção integrada com a reposição e estoques, o qual é orientado pela demanda efetiva e o status dos estoques, com mecanismos auto-organizados de programação contínua. No ocidente, este sistema veio a ser chamado de pull sytem (sistema puxado) por ser acionado com base na demanda real e não com base em um forecast estimado que visava empurrar para o mercado o que foi produzido de forma ‘planejada’. O conceito foi criado por Taichi Ono da Toyota inspirado nos supermercados autosserviço (estilo pegue-pague) que existiam nos EUA na época. E até hoje, na prática e no meio acadêmico, vem sendo mal interpretado e rodeado de muitos desentendimentos que difundem afirmações e conceitos errôneos.
Sistema puxado
No sistema puxado, cada produto ou material tem sua estratégia de posicionamento e dimensionamento de estoques voltada para atender a expectativa de sua demanda e, na sua implementação, considera parâmetros de reposição, tais como: comportamento da demanda, leadtimes, frequência de reposição, variações aceitáveis, etc. Assim, uma vez estabelecido o dimensionamento de cada produto ou material, esses são repostos apenas após o consumo a montante de determinada quantidade capaz de disparar a reposição.
Portanto, no sistema puxado, o que inicia a programação da produção/reposição de estoques não é um plano baseado em uma previsão de vendas mensal (forecast) e uma política fixa de estoque, e sim o consumo do item em tempo real e o status momentâneo do estoque devidamente posicionado e dimensionado.
O entendimento adequado do papel e comportamento dinâmico dos estoques faz com que cada um destes seja estabelecido de forma independente de outros estoques (e não como interdependentes), de modo a quebrar a onda de variações gerada pelo efeito chicote.
As características de auto-organização do sistema puxado reagindo de forma contínua conferem um aumento expressivo da qualidade dos estoques e um melhor tempo de resposta às mudanças do mercado.
Programar todas as etapas do sistema produtivo onde seus produtos serão fabricados não é uma tarefa trivial. Com toda a dinâmica de fábrica envolvendo equipamentos, pessoas e produtos, as possibilidades vão se tornando cada vez maiores. Soma-se a isso os eventos não planejados de quebras, falhas, mudanças de prioridade, etc. e, facilmente, a complexidade se instaura.
Muitas vezes o que foi programado antecipadamente por um sistema empurrado deixou de ser importante e ficará parado sem finalizar em detrimento de outro produto que se tornou urgente. Com isso, o estoque em processo sobe e o tempo para finalizar os produtos fica cada vez maior.
Necessidade real X planejamento
Com a programação puxada, estabelece-se o PACEMAKER (ponto único de programação) que recebe a programação diretamente dos status dos estoques supermercados, ou seja, quando ocorre a necessidade real e não mais planejada. Assim, a mudança de prioridade praticamente inexiste neste ambiente. Após o ponto de programação, os produtos seguem em fila indiana FIFO – (first in first out – primeiro que entra primeiro que sai em português) por uma rota fixa pré-estabelecida com base na demanda com visão de longo prazo (MFV – Mapa de Fluxo de Valor).
No PACEMAKER é possível de medir “on time” o nivelamento do RITMO e do MIX de produtos colocados para fabricação (via quadro HEIJUNKA) comparando-os à demanda média planejada e estabelecendo planos de ação em casos de desvios muito graves. Com isso, é possível estabelecer um arranjo produtivo estável com rotas de fluxos fixas e processos padronizados para produtos/equipamentos/mão de obra, elemento fundamental para as Operações de Alta Performance. Elimina-se assim a necessidade de programar as demais etapas, basta seguir a fila.
Como resultado, torna-se possível conhecer a performance dos processos dentro de um mix e disponibilidade estabelecidos após um relativo período histórico e assim se tem domínio real da capacidade produtiva.
Como atuamos
Desenvolvemos a metodologia de DD PCP que envolve:
- Estratégia de Posicionamento e Dimensionamento de Estoques independentes (Supermercados);
- Sistema Puxado e Nivelado de Programação e Controle de Produção.
7. Rotinas de S&OP (Sales and Operation Planning) alinhadas com a demanda final e foco em resultados (DD S&OP)
Sua empresa possui um plano consistente e unificado para vendas e entregas de produtos que contempla o atendimento da demanda mercado, a capacidade produtiva própria e de terceiros e seu orçamento? Seu comitê SOP passa mais tempo discutindo o que vai ser entregue ou deixar de ser entregue do plano de vendas do mês ou do mês seguinte do que tentando entender a demanda do mercado e como alinhar isso com a capacidade operacional e geração de resultados financeiros satisfatórios? O seu comitê SOP discute como as mudanças de mercado e demanda podem estar impactando seu orçamento? Entenda a importância do planejamento integrado de vendas e operações voltado para a demanda. +
DD S&OP (planejamento integrado de vendas e operações voltado para a demanda)
S&OP (Sales and Operation Planning) é uma rotina de planejamento e controle Integrado no nível estratégico-tático do negócio a ser realizada por um comitê, evolvendo as áreas de Vendas, Marketing, Operações (Produção, PCP, Compras e Logística) e Finanças, com atribuições funcionais e coletivas bem definidas.
Porém, ainda é comum nas empresas planejamentos de Vendas e Operações que não estão sincronizados, com descompassos enormes entre o que se planeja vender e o que se planeja produzir/entregar.
Além disso, na maior parte das indústrias, onde há esse tipo de comitê, este despende seus esforços mais em uma luta entre vendas e operações do que deveria ser entregue (produzido/programado para a fabricação), com base no ‘desejo’ imediato de vendas, do que conduzir o planejamento integrado com uma perspectiva mais ampla, para atendimento da demanda e as necessidades financeiras do negócio ao longo do tempo, com criação de estratégias para a cadeia de abastecimento capazes de suprir de forma rentável tal demanda.
Como atuamos
Com a implementação do nosso modelo de DDSOP, buscamos desenvolver ao longo do tempo um ciclo virtuoso de rotina gerencial com desempenho e visão adequada do papel dos participantes do comitê, possibilitando uma discussão de nível estratégico-tático de mercado e demanda, resultados do negócio e alinhamento com a cadeia de abastecimento.
As discussões saem do âmbito imediatista do curto prazo e passam para o médio e longo prazo, voltadas para estratégias de atendimento da demanda do produto na ponta. Para isso, utiliza-se o Estudo de Demanda como ponto de partida (como descrito no tópico específico dele) e o cuidado de haver um único plano de demanda para o todo o negócio.
Com objetivo de garantir o resultado do negócio, acontecem de forma periódica as reuniões executivas onde se avalia a demanda planejada, a receita, as margens, os grandes desvios de venda, a qualidade dos estoques e o ritmo de produção para que sejam estabelecidos planos de ação para correções de curso quando necessário. Dentre os indicadores inclui-se a acurácia do planejamento, a qual deve ser responsabilidade de todo o comitê.
8. Indicadores de Excelência são desenvolvidos gradativamente ao longo da evolução da gestão de alta performance, tanto para os níveis mais operacionais quanto para os níveis mais estratégicos
Sua empresa já utiliza indicadores para direcionar o desenvolvimento de práticas operacionais de alto desempenho? Entenda a importância dos indicadores para a administração do seu negócio. +
Indicadores de Excelência Iniciais
Ao longo dos tempos o uso de indicadores de desempenho tem se mostrado importante para a administração. Os executivos sabem que os sistemas de mensuração de suas organizações exercem forte influência sobre o comportamento das pessoas, como já dito: “O que é medido é conseguido”.
Não existe uma solução fácil e universal quanto ao melhor tipo de indicador de desempenho a ser utilizado que possa tratar dilemas como: se o desempenho deve ser considerado individualmente, por equipe ou organizacional.
Como disse Herbert A. Simon ao se referir aos princípios de Administração: “para todo princípio pode-se encontrar outro princípio contraditório igualmente plausível e aceitável”.
Por exemplo: a medição do desempenho individual pode gerar disputa e falta de colaboração entre os colegas; já a medição de equipe ou organizacional pode dificultar a percepção da relação do esforço individual com o resultado final.
A importância dos indicadores para práticas operacionais de alto desempenho
Mas é fato que indicadores específicos de uma área funcional devem ser relacionados com os de outras áreas para análise conjunta, pois um resultado ruim localizado pode ser aceitável ou até necessário para um resultado melhor para o todo. Também há um entendimento que um bom sistema de medição de desempenho deve ter como finalidade melhorar, e não o controle para punição.
Sabe-se que indicadores devem ser alinhados com a estratégia empresarial; porém, na busca da excelência operacional, certos indicadores podem ser implementados de imediato por sua natureza universal e contribuição para o direcionar o desenvolvimento de práticas operacionais de alto desempenho.
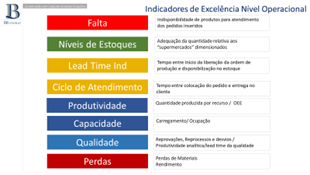
Como atuamos
Identificamos e revisamos indicadores utilizados para avaliar o desempenho das operações, estabelecendo de imediato um conjunto básico de indicadores que realmente contribuem na geração de valor para os clientes e o negócio. Também colocamos em discussão quanto à natureza e responsabilidade de indicadores existentes e propostos.
Essas frentes (Estrutura de Excelência, Estudo da Demanda, Lean Production, DD PCP, DD S&OP, e Indicadores de Excelência) envolvem as atividades necessárias para transformação do núcleo das operações industriais e são, normalmente, o escopo inicial do projeto de Alta Performance, conforme Road Map ilustrado na figura abaixo:
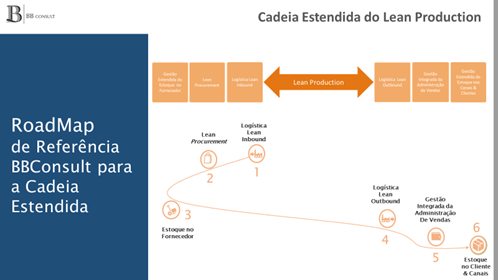
CONSULTORIA PARA A CADEIA ESTENDIDA DO LEAN PRODUCTION (Cadeia Produtiva)
Na Consultoria para a cadeia estendida do Lean Production, desenvolvemos metodologias a serem aplicadas, de forma adaptada a cada realidade empresarial, para aumentar a performance dos fluxos de processos em toda a cadeia produtiva estendida.
Conheça mais sobre o nosso trabalho para a cadeia estendida do Lean Production:
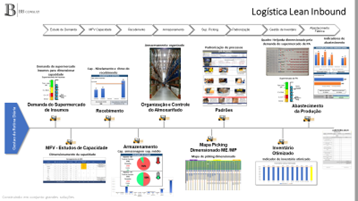
1. Logística Lean Inbound
Você não tem certeza se seu almoxarifado tem capacidade para a necessidade atual ou futura? A fábrica reclama da demora para a separação de materiais? O Almoxarifado exige programações cada vez mais antecipadas de materiais a serem separados e mesmo assim ainda atrasa? Seus inventários não são muito confiáveis? Você tem a impressão de que tem muita mão de obra e equipamentos para logística inbound e mesmo assim não atende sua operação satisfatoriamente? Entenda a importância da Logística Lean Inbound. +
Logística Lean Inbound
Normalmente, apesar da área de logística de materiais possuir uma quantidade considerável de mão de obra e equipamentos, que, muitas vezes, cresce de forma desproporcional ao crescimento da empresa, muitas áreas de logística de entrada (inbound) entregam um serviço ruim, seja no atendimento à operação, no recebimento de mercadorias de fornecedores, ou no controle de seu próprio inventário e domínio da ocupação do almoxarifado.
Em grande parte, isso se dá por falta de entendimento das demandas da área, tais como:
- Quantos materiais tenho que separar por dia?
- Quantos materiais devo receber?
- Quantos materiais devo armazenar?
- Com os estoques dimensionados corretamente, qual deve ser minha ocupação em posições, pallet, etc.?
Problemas relativos à falta de organização da Logística Inbound
A falta de organização da Logística Inbound, sem uma abordagem Lean Demand Driven para fluxos, processos e estoques, faz com que as equipes corram de um lado para o outro para apagar incêndios em vários pontos, alternada ou concomitantemente, ou seja, hora na separação, hora no recebimento, hora no inventário, etc.
Os impactos negativos frequentes pelas falhas dessa área, normalmente, são causados por:
- Falta de entendimento da demanda;
- Dimensionamentos e controles inadequados;
- Desorganização dos times de trabalho;
- Falha na padronização de processos e critérios organizacionais;
- Falta de gestão visual e rotina gerencial diária com indicadores adequados.
Resultados da aplicação do Lean Demand Driven
Um correto entendimento da demanda, derivado dos ‘estudos de demanda’, com o posicionamento e dimensionamento adequado dos ‘supermercados de insumos’, em conjunto com o ritmo da produção, orientado pela ‘programação puxada e nivelada’, permitirá organizar as demandas e ritmos que orientam a definição de equipes e equipamentos dedicados para cada uma delas, de forma contínua e ordenada, o que reduzirá os tempos de resposta e melhorará a organização e a qualidade dos estoques.
A criação de áreas dedicadas para materiais a serem separados, com posições fixas e reposição automática (áreas de picking), também permite grande velocidade no tempo de resposta e organização.
Com a padronização dos processos operacionais, a redução da movimentação, organização com gestão visual e rotinas de gerenciamento diário, os erros de inventário diminuem e a eficiência operacional aumenta naturalmente. Acrescente-se a isso um inventário rotativo mais frequente para as posições mais movimentadas e teremos um sistema mais rápido, organizado e assertivo.
Em geral, o recurso já instalado é suficiente, seja em equipamentos, mão de obra e espaço de armazenamento.
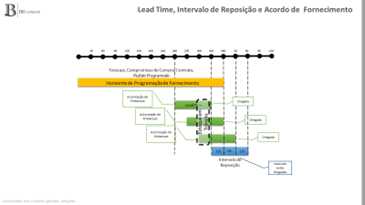
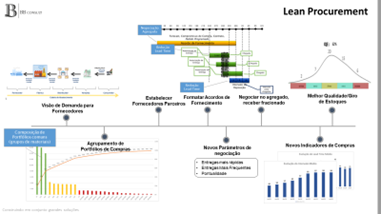
2. Lean Procurement
O tempo que demora para se repor um material (lead time) na sua empresa é um item de avaliação permanente para melhoria? Você tem noção dos impactos negativos para seu sistema produtivo do aumento do lead time na reposição de materiais? A frequência na qual um material é reposto é um item de avaliação permanente? Sabe-se quais são as consequências negativas de uma reposição em grandes volumes pouco frequente dos materiais no seu sistema produtivo? A reposição de materiais na sua empresa é tratada no caso a caso, ou seja, cada compra exige uma nova negociação com muita demora e incerteza de relacionamento futuro tanto para você quanto para o fornecedor? Sua empresa está preparada para estabelecer fornecedores parceiros e ir além da negociação apenas de preço e condições de pagamento? Entenda a importância do Lean Procurement. +
Lean Procurement
De longa data, o Sistema Toyota de Produção estabelece, em seus princípios, ter o fornecedor como parceiro.
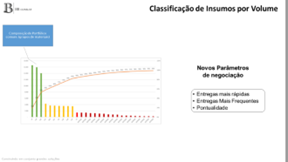
Fornecedores parceiros permitirão uma negociação agregada de volume, com entregas mais frequentes, de acordo com a necessidade da empresa, e com uma perspectiva de médio e longo prazo. Como resultado, aumenta a garantia de compra para o fornecedor e de entrega para sua empresa.
Entenda o conceito “Procurement”
O termo “procurement” surge para ampliar o conceito de compra ou aquisição (“sourcing”), na direção da prática da Toyota, em seu processo de estabelecimento e gestão de relacionamento com fornecedores.
Procurement envolve, normalmente:
- Avaliação e seleção de fornecedores em seus aspectos de capacidade de entrega, qualidade, solução logística adequada e sua condição de desenvolver soluções e melhorias para melhor manuseio e manufaturabilidade na empresa;
- Negociação: visando sincronização das condições de fornecimento com as necessidades internas da empresa, utilizando preferencialmente soluções digitais;
- Gestão de contratos: com perspectiva ampliada de fornecimento alinhadas com as estimativas de demanda final e responsabilidades sócio-ambientais;
- Garantia de condições adequadas de transporte e entrega de pedidos;
- Follow-up e controle da adequação da entrega;
- Avaliação da performance dos fornecedores e feedback para eles.
Problemas relativos às negociações pontuais
Em grande parte das empresas, a negociação para reposição de materiais é tratada caso a caso, ou seja, a cada reposição uma nova negociação, focada, na maioria das vezes, apenas em preço e condições de pagamento de forma pontual.
Com isso, as questões de tempo de reposição (lead time), capacidade de absorver certas variações de demanda e quantidade embarcada (que irá determinar a frequência com que o item será reposto novamente) são deixadas de lado, como se elas não impactassem na capacidade de resposta e no estoque médio.
Vantagens dos ´Acordos de Fornecimento´: negociações de médio e longo prazo
A negociação dos materiais de médio e longo prazo, além de permitir vantagens maiores até mesmo de preço e condições de pagamento, estabelece a possibilidade de melhorar a qualidade dos produtos fornecidos, o lead time de entrega e o aumento da frequência de reposição dos materiais em quantidades menores. Isso facilita o giro de estoque e capital e ainda reduz o tempo de resposta da cadeia.
Assim, esses são os chamados ‘acordos de fornecimento’, que garantem também um compromisso de fornecimento em caso de escassez, oferecendo prioridade em relação aos demais clientes do caso a caso.
Como atuamos
A nossa abordagem na área de Procurement é dirigida pela demanda e uma estratégia de envolvimento dos fornecedores, adequada às necessidades estratégicas do insumo fornecido e ainda: inclui itens de negociação e indicadores do processo de reposição de materiais, tais como:
- Lead time médio de reposição;
- Qualidade de entrega OTIF e
- Frequência média com que um item é reposto.
3. Gestão Estendida do Estoque no Fornecedor
Seria possível repor seus materiais de forma cada vez mais rápida, mesmo sem conseguir que seu Fornecedor instale uma planta produtiva ao seu lado? Como lidar com itens cujo lote mínimo do Fornecedor é maior que a sua necessidade e ainda ganhar uma reposição mais rápida? É possível um processo de reposição sincronizada com a necessidade real com menos burocracia? Entenda a importância da Gestão Estendida do Estoque no Fornecedor. +
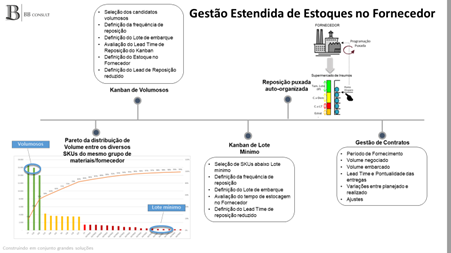
Gestão Estendida do Estoque no Fornecedor
Muitas vezes, em grandes portfólios de materiais do mesmo tipo de fornecedor, poucos SKUs carregam até 50% do volume total negociado. Um ‘acordo de fornecimento’ de médio ou longo prazos, com um fornecedor parceiro, torna possível uma relação vantajosa para ambos.
Programação auto-organizada para itens de alto giro
Em uma curva ABC de volume, seus itens A+ podem ser estabelecidos como KANBAN de volumosos. Nesse tipo de negociação, o próximo embarque (com quantidade e frequência média negociadas previamente com base na demanda) já pode ficar pronto, armazenado por poucos dias na planta do Fornecedor, aguardando autorização para embarque. Após seu embarque, um novo lote de embarque será reposto em seu lugar.
Com isso, a programação do fornecedor fica auto-organizada e seu lead time de resposta fica muito menor para o grande volume do seu portfólio, itens volumosos de alto giro.
Lote mínimo de produção para itens de baixo giro
Já para itens da curva C ou D do seu portfólio, em que sua compra não atinge o lote mínimo de produção do Fornecedor para um item personalizado, pode-se estabelecer um KANBAN de lote mínimo, ou seja, quando solicitado, o Fornecedor Fabrica um lote mínimo, mas os embarques podem ser feitos em porções menores dentro de um prazo estabelecido para consumo na negociação.
Assim, além de não inflar suas posições pallet de seus estoques, sua reposição também fica mais rápida por haver material disponível.
Como atuamos
Para cada situação de consumo de materiais de grande impacto logístico-financeiro, além de identificar e priorizar os casos relevantes, estabelecemos uma solução em conjunto com a empresa junto aos fornecedores para melhor atendimento às necessidades efetivamente demandadas pela empresa.
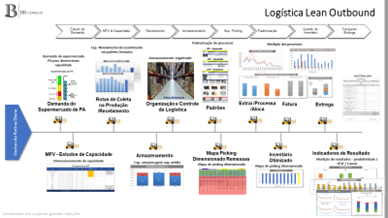
4. Logística Lean Outbound
Os questionamentos e soluções relativos à Logística Lean Outbound são muito semelhantes aos já apresentados na ‘Logística Lean Inbound”, só que nessa posição da cadeia produtiva, o fornecimento é oriundo da fábrica e a entrega envolve o transporte para o cliente. Entenda nosso trabalho na área de Logística Lean Outbound. +
Como Atuamos
Confira o nosso modelo de referência para conduzir melhorias nas atividades de logística outbound:
5. Gestão Integrada da Administração de Vendas
A sua variação de vendas reflete a variação da demanda final do consumidor? O quanto de variação das vendas é autoinduzida? Como a sua administração de vendas pode diminuir a variação e melhorar o atendimento dos clientes? A sua área de administração de vendas trabalha de forma integrada com Operações e Marketing para proporcionar melhores resultados para o seu negócio? Entenda a importância da Gestão Integrada da Administração de Vendas. +
Gestão Integrada da Administração de Vendas
A indústria, normalmente, possui como clientes diretos canais intermediários de distribuição ou venda, sendo esses os responsáveis para que os produtos cheguem ao cliente final consumidor do produto.
Assim, as vendas da indústria nem sempre refletem a demanda final efetiva do consumidor em um determinado período, devido às variações amplificadas distintas da demanda efetiva.
Duas coisas são certas: uma é que variação sempre gera custos adicionais para o negócio e a outra é que sempre haverá variação de vendas ao longo de um período. A questão é o quanto de variação de vendas é autoinduzida pela própria área de vendas?
Exemplos de alguns fatores autogeradores de variação:
- Metas mensais voltadas apenas para o valor total faturado, sem meta para venda nivelada de mix, permitindo uma concentração de vendas no que for mais “fácil”:
- Mesmo com o impacto negativo de uma superestocagem temporária no cliente, a qual evita ou diminui a venda de determinados produtos em períodos posteriores;
- Mesmo que vendas para superestocagem em determinados clientespossam gerar faltas em outros clientes e regiões, abrindo espaço para a concorrência e criando uma falsa impressão de falta de capacidade para atender uma demanda imediata aparente e não efetiva;
- Descontos por quantidade em pedidos pontuais, principalmente, em semana de fechamento, e não por regularidade de pedidos;
- Falta de visão e gestão do estoque na cadeia (canais) e da demanda final efetiva;
- Sazonalidades criadas por marketing, hábitos ou Budgets, aceitas como normais em determinados períodos, e nada é feito para suavizar a variação;
- Devoluções não controladas, que para cumprimento de metas subliminarmente incentivam empurrar comercialmente certos produtos que serão devolvidos posteriormente, mesmo quando justificadas, podem distorcer o planejamento de vendas incorporando variação no mesmo.
A administração de vendas é uma área que dá suporte aos gestores e força de vendas, para direcionar seus esforços no planejamento e realização dos objetivos comerciais e financeiros. Para isso, é importante o uso adequado de registros, análises de dados, relatórios, feedbacks, controle das ações e de resultados em diversos níveis hierárquicos e categorias de vendas (produtos, grupo de produtos, canais, regiões e clientes).
Como atuamos
Desenvolvemos o alinhamento do planejamento e controle de vendas, considerando, em conjunto com aspectos comerciais e financeiros, a gestão da capacidade e estoques para melhoria dos resultados do negócio, com foco em crescimento sustentável e redução da variação.
O escopo inclui: discussão de melhores sistemas de remuneração, com incentivo e controle de vendas niveladas; desenvolvimento de relatórios analíticos para feedback; e orientação de aproveitamento de oportunidades de vendas por produto, região, coordenação, vendedor ou representante.
Realizamos também a capacitação dos gestores relacionados ao suporte e realização das vendas quanto ao entendimento dos efeitos maléficos da variação para o negócio, a importância do direcionamento das vendas niveladas e ao planejamento integrado com operações e marketing, para a otimização do uso da capacidade, dos estoques e tempo de resposta.
6. Gestão Estendida do Estoque nos Canais & Clientes
Os estoques nos seus clientes/canais variam desproporcionalmente à realidade do consumo final dos seus produtos? Existe uma tensão permanente para empurrar ou devolver estoques nos canais de venda? Políticas de venda são descoladas da realidade dos estoques nos canais? Seus estoques somados com os dos canais estão, frequentemente, em excesso comparado com a demanda real? Entenda a importância da Gestão Estendida do Estoque nos Canais & Clientes. +
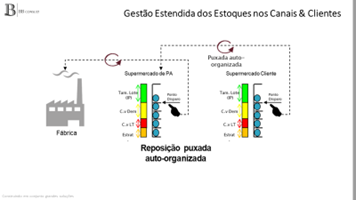
Gestão Estendida do Estoque nos Canais & Clientes
Como dito no tópico da ‘gestão integrada da administração de vendas’ sobre a indústria, devido a sua posição na cadeia produtiva, os clientes diretos são, normalmente, canais intermediários (distribuidores e varejo), os quais fornecem para os consumidores finais, o que, potencialmente, gera distorção da demanda para a indústria.
Sistemas de Planejamento para atendimento da demanda, que se distanciam da demanda efetiva do consumidor final e de soluções efetivas que reduzam e amorteçam variação ao invés de amplificá-las, sofrem permanentemente com conflitos tanto entre diferentes áreas internas quanto entre funções de contato dos elos da cadeia. Isso se deve à incorporação de rotinas próprias, sem a visão sistêmica do efeito chicote, gerando excessos e faltas de produtos, simultaneamente, em um ambiente nervoso de muitos planos e replanejamentos.
Como alcançar o sucesso na gestão da cadeia de suprimentos
A principal ‘diretriz’ para o sucesso na gestão da cadeia de suprimentos é:
“A única demanda que cria valor efetivo para a cadeia é a do consumidor final”.
As transações intermediárias dos atores da cadeia, quando estão desalinhadas com a demanda efetiva do consumo final, seja pelo foco na otimização de custos contábeis locais (como produzir para estoque o que não precisa para reduzir custo unitário) ou em ganhos imediatos nas relações comerciais com seus clientes (empurrar o que tem com desconto para bater cotas), criam demandas intermediárias ‘fictícias’ com variações ampliadas que geram custos desnecessários.
Estratégias colaborativas para a amortização da variação da demanda
Na atuação da amortização da variação da demanda, há o caminho de desenvolvimento de estratégias colaborativas, que possibilitariam maior geração de lucro a ser distribuído pela cadeia. Mas isso só é possível, a partir de uma perspectiva mais sistêmica, que impacta, significativamente, como os participantes da cadeia atuam nos seus relacionamentos comerciais e logísticos.
Esse caminho exige transformações de:
- Estruturas organizacionais, com consequente alteração de papéis e responsabilidades;
- Novas formas de negociação de compra e venda;
- Sistemas de compartilhamento de informação;
- Rotinas operacionais de planejamento e controle de demanda e reposição de produtos e estoques, que precisam ocorrer de forma integrada com os elos da cadeia.
Devido à natureza dessas transformações, há muita resistência pessoal, pois tais impactos afetam a zona de conforto de cargos e práticas no sistema tradicional dentro de cada organização, em especial, as funções de venda e compra consolidadas, que atuam nas interfaces entre as organizações, substituídas no nível mais estratégico por funções de gestão de contratos com planejamento integrado de demanda e no nível tático por soluções logísticas auto-organizadas.
Saiba o que é preciso para atender a demanda com alto nível de serviço e muito menos estoque no canal e na fábrica:
- Entender qual é a demanda real que seu cliente/canal consegue captar (estudo de demanda conjunto);
- Realizar um acordo, com planejamento integrado de vendas, com condições pré-estabelecidas de preço, prazo de pagamento, nível e reposição de estoques dimensionados, em conjunto, para cada um dos itens no cliente e na fábrica, com definição das prateleiras de supermercado de um sistema integrado de estoques, que considera os seguintes parâmetros de reposição: lead time, frequência, lote mínimo, etc.
- Criar mecanismos digitais de acesso aos dados de estoques do cliente para fazer reposições automáticas, com a máxima frequência e o menor lead time viável para ambos.
Tudo isso permitirá atender a demanda com alto nível de serviço e muito menos estoque no canal e na fábrica.
Como atuamos
Possuímos metodologia para desenvolver, em conjunto com a indústria e seus principais clientes, sistemas auto-organizados de reposição de estoques, alinhados com as condições logísticas, perspectivas de demanda e níveis de serviço esperados, obtendo:
– Melhor atendimento do canal e da demanda final;
– Redução de variação nas operações produtivas industriais com eliminação de replanejamentos constantes;
– Otimização de estoques para indústria e canais;
– Redução de desperdícios, que geram despesas e perdas desnecessárias.